- 东莞智谷光电科技有限公司
- 13377760235


产品描述
汽车车圈的搅拌摩擦焊制造: 挪威发明了一种采用搅拌摩擦焊技术制造汽车车圈的新技术,并被Fym公司成功用于剪服零件的制造,为将铸造或锻造的中心零件与锻铝制造的辐条焊接起来,该公司设计了2种接头形式对接接头和搭接接头,每个轮子含有2条平行的搅拌摩擦焊缝,并将中心零件设计为分支形式,以获得良好的载荷传递性能并减轻重量。 澳大利亚的西蒙斯公司利用搅拌摩擦焊发明了一种制造轧制的6061-0车轮辐条的新技术,肇庆搅拌摩擦焊焊机。首先制造一个预成型圆柱件,肇庆搅拌摩擦焊焊机,把它切成单个辐条形式,然后采用FSW技术焊成所需要的牺条形状,后按T6状态对其进行热处理。 制造轻合金车轮辐条,密歇根的Hayes Lemmer认为应在采用FSW技术焊接前,将焊缝根部区域的端面设计为斜面,以获得完全穿透的焊缝11,肇庆搅拌摩擦焊焊机。另外,平面端部可以做成一些特殊的形状,以利于FSW焊接中轴肩与工件接触,FSW焊接后,可以有意地对这些轻合金车轮辐条做一些旋转和轧制操作、以获得等厚度的辐条。铝合金列车对焊接接头在受到冲击时的変形能力要求比较高,搅拌摩擦焊接技术解决了此需求。肇庆搅拌摩擦焊焊机
新能源电池托盘夹具新能源汽车的电池托盘在CMT(ColdMetalTransfer,冷金属过渡焊接技术)焊接机器人加工过程中通常都需要装夹装置对散热器产品进行定位夹紧,从而使焊接机器人编程零点和散热器产品装夹零点重合,便于CMT焊接机器人自动化焊接;传统的装夹夹具普遍都是针对某一个特定的新能源汽车电池托盘产品型号进行定制,夹具制造成本高。该新能源汽车电池托盘搅拌摩擦焊接用夹具同时具有自动化控制和手动控制,本夹具对电池托盘的**部四边进行定位,定位完成后即可进入焊接,焊接完成后通过**升机构组**起电池托盘。具有上下料方便快速提高生产效率;固定功能稳定提升产品品质;(我司已为国内主要电池托盘生产厂商提供夹具设计和生产服务。)佛山购买搅拌摩擦焊推荐货源是革M性的焊接技术,绿色环保自动化机械焊接。

波音公司对多种搅拌摩擦焊接头进行了研究。薄板对接接头是航空领域使用Z普遍的一种连接方式. 这种搅拌摩擦焊接头容易制造,其实用性已经被证明。但是搭接接头的搅拌摩擦焊由于中间横向界面的存在,相对比较困难,材料的清洗,接头的外形以及上层零件的厚度减少等都需要研究。由于搅拌头肩台的存在,飞机肋条需要变为T形以承受焊接压力,焊后由于T形接头焊核两边存在缺口,由此引起的应力集中会减少接头的寿命。 T形接头的两侧存在缺口(图4°)的原因是T形搭接无法实现搅拌头和底部支撑材料的等宽度焊接. 底部材料必须作为搅拌塑化材料的容器实现焊接。缺口的存在通常会引起严重应力集中,从而减少结构件的疲劳寿命;但对T形接头以及扩展蒙皮的“蝴蝶”高周试验却很有趣,通过试验观察,疲劳失效很少发生在缺口的尾段,相反却多发生在悬臂筋条末端的未焊接蒙皮上。波音公司目前致力于搅拌摩擦焊研究和应用,其中主要研究薄板对接接头、厚板对接接头、薄板T形接头在航宇工业中的应用。
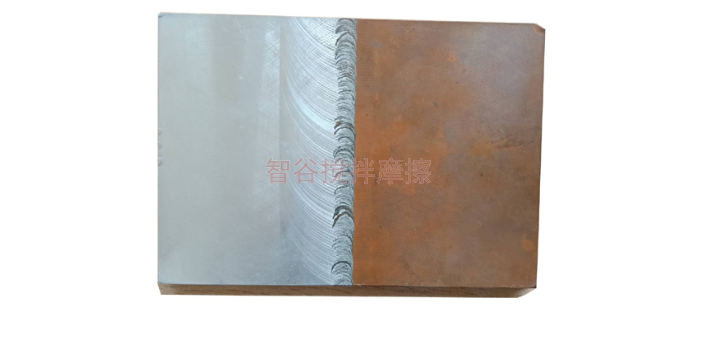
铝合金材料的搅拌摩擦焊 搅拌摩擦焊几乎可以焊接所有系列的铝合金材料,其中包括以前传统焊接方法认为“不可焊接”的沉淀强化高Q铝合金材料;对于异种材料的连接,搅拌摩擦焊也具有较大的优越性,如搅拌摩擦焊不可以实现2024/6061 以及2024/7075 等不同牌号铝合金材料的焊接、还可以实现铜合金和铝合金等不同种材料的焊接。 经过多年研究,目前搅拌摩擦焊可以焊接厚度为1~150mm的铝合金材料(图2所示为单道焊接的20mm厚的搅拌摩擦焊接头),焊接速度从5mm/s到8000mm/min。 除铝合金外,搅拌摩擦焊在铜合金、镁合金、锌合金、铅合金上的开发应用也取得很大进展;国外资料介绍了铜合金、钛合金结构件和铝基复合材料的搅拌摩擦焊研究也很成功;另外异种材料的搅拌摩擦焊连接,如铝合金与镁合金、铝合金与铜合金等已经取得了成功应用。一次性完成焊接及焊缝整形, 过程高效、焊缝美观。

采用搅拌摩擦焊对TCL 敬公金承LP6招合金导种金属进行焊接,采用金相、扫描电镜和能相分析评接接头的组织。结果表明搅拌摩擦焊接头中,钛合金母材与焊接的界面凸凹不平,这界处昏亮颗粒,两部合金母材与焊被的界面光滑、平整;焊接区铝合金基体上分布大小不等的颗粒,这种数两种类型,一种颗粒的尺寸较小、呈细长条状,另一种颗粒尺寸较大,整体呈暗灰色、边缘有少量划条带。两种颗粒中均有TY-Al金属间化合物存在数合金/铝合金异种材料焊接时,搅拌头的磨擦胶性在焊接和铝合金母材的边界存在在搅拌头磨损后脱落的颗粒。搅拌摩擦焊多少钱一米?佛山搅拌摩擦焊的优点
为中国制造工业技术的发展和提高做出了Zhuo越贡献。搅拌摩擦焊厂家。肇庆搅拌摩擦焊焊机
焊缝表面成形
不同热输入情况下,典型的焊缝表面成形如图。a系数过大或者过小,焊缝表面成形都不好.这说明热输入过大或者过小都会影响焊缝成形,由于轴肩具有一定的下压量,在焊接过 程中需要挤出一部分母材,如果被挤出的母材不能及时脱落而滞留在焊缝边缘就形成了飞边或毛刺w系数较小,导致焊缝金属热塑性不够,流动性不足,前进侧的材料不能充分流动到返回侧,挤压出的材料难以脱落而形成飞边或毛刺,表面粗糙;若3系数较大,塑性金属的流动性强,且体积明显增大,而此时由于搅拌头前进在其后方留下的瞬时空腔的体积较小,不足以容纳全部的塑性金属,使部分塑性金属溢出形成R边,从而导致焊缝内部金属缺失,形成孔洞,故3系数过大时,易形成表面粘连,甚至起皮由统计试马佥数据可知,当a>
东莞智谷光电科技有限公司是一家有着雄厚实力背景、信誉可靠、励精图治、展望未来、有梦想有目标,有组织有体系的公司,坚持于带领员工在未来的道路上大放光明,携手共画蓝图,在广东省等地区的机械及行业设备行业中积累了大批忠诚的客户粉丝源,也收获了良好的用户口碑,为公司的发展奠定的良好的行业基础,也希望未来公司能成为行业的**,努力为行业领域的发展奉献出自己的一份力量,我们相信精益求精的工作态度和不断的完善创新理念以及自强不息,斗志昂扬的的企业精神将**东莞智谷光电科技供应和您一起携手步入辉煌,共创佳绩,一直以来,公司贯彻执行科学管理、创新发展、诚实守信的方针,员工精诚努力,协同奋取,以品质、服务来赢得市场,我们一直在路上!
友情链接