- 东莞智谷光电科技有限公司
- 13377760235


产品描述
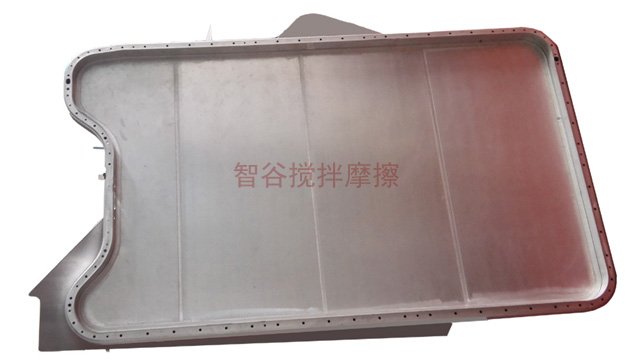
搅拌摩擦焊技术可以焊接哪些行业的哪些产品? 在**领域,可以焊接***行器燃料贮箱、***行器筒体等结构件。 在航空领域,可以焊接飞机货仓地板、舱门等机构件。 在兵器领域,可以焊接鱼雷筒体、导弹筒体等结构件。 在船舶领域,可以焊接铝合金上层建筑、甲板等结构件,东莞搅拌摩擦焊教学。 在列车领域,可以焊接车身地板、侧墙、**板、液冷散热器等结构件。 在汽车领域,可以焊接电池包托盘、电控壳体、电机壳体、轮毂等结构件。 在电力电子领域,可以焊接液冷散热器(例如5G基站散热器)、管道筒体结构件等。 在冶金领域,可以焊接铅合金阳极板、铝合金阴极板,东莞搅拌摩擦焊教学。 在铝铸件领域,焊接水冷板。搅拌摩擦焊设备厂家,东莞搅拌摩擦焊教学!搅拌摩擦焊加工厂家。搅拌摩擦焊共享智造厂家。去毛刺加工。新能源汽车铝电池托盘焊接。电控焊接。水冷板焊接。储能焊接。5G焊接。铝合金焊接。焊威共享智造真诚期待与更多企业合作,携手创造辉煌,赢得未来!东莞搅拌摩擦焊教学
作为先进、Y质、高效的焊接新方法,搅拌摩擦焊技术可实现铝合金材料的对接、搭接、纵缝焊接、环缝焊接、变厚度焊接、无支撑双面焊接、空间曲线曲面焊接。 针对工作环境的不同,搅拌摩擦焊技术也分为搅拌摩擦点焊、双轴肩搅拌摩擦焊、静轴肩搅拌摩擦焊、无轴肩搅拌摩擦焊、塑流摩擦焊、材料表面改性处理和材料**塑性成型加工等多种焊接方法及加工技术,可以完成多种特殊的焊接作业。 另外,搅拌摩擦焊技术还让之前认为航空用G强铝合金不可焊接的说法不复存在。众所周知,飞机中用到的高Q铝合金板一直采用铆接技术进行搭接,那是因为之前的所有焊接方式都不适用于高Q铝合金。目前公司已经成功实现了2XXX系、5XXX系、6XXX系、7XXX系铝合金材料的搅拌摩擦焊接,正在循序渐进地应用于航空领域。搅拌摩擦焊设备厂家!搅拌摩擦焊加工厂家。搅拌摩擦焊共享智造厂家。去毛刺加工。新能源汽车铝电池托盘焊接。电控焊接。水冷板焊接。储能焊接。5G焊接。铝合金焊接。东莞供应搅拌摩擦焊公司焊威共享智造引进赛福斯特技术,合作研发新技术与应用,持续提供高质量的搅拌摩擦焊技术和服务。

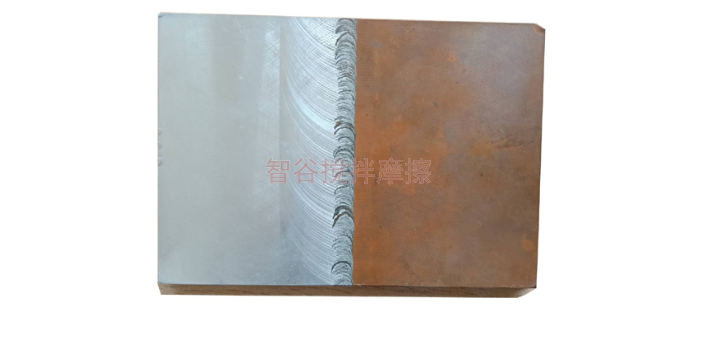
在汽车领域,一种叫搅拌摩擦焊的新工艺,正在逐渐兴起并有可能替代目前风头正健的激光焊。它没有烟尘、火花、辐射,让整个汽车制造过程更加安静、安全、环保。 不同于大多数焊接方法,搅拌摩擦焊的过程是在材料的塑性状态下实现的,这使得焊缝的一致性很高,没有热裂纹、夹杂、气孔等熔焊缺陷产生; 正常情况下,搅拌摩擦焊不需要焊丝和保护气,焊接过程消耗少,焊缝残余应力低,基本没有变形,焊接接头的强度可以达到或者接近母材的强度,机械性能优异; 搅拌摩擦焊焊前不需要对铝合金氧化层做特殊处理,也不需要开破口,焊接过程中不需要填充材料和保护气,简化了焊接工序。 搅拌摩擦焊很好的体现了高效节能环保的理念,不同于传统焊接的火花四溅,这种焊接显得更冷静优雅。不谦虚的说,是一种时尚的焊接方式。 铝、镁合金一类的轻质合金在焊接中有着接头软化严重、易形成氧化膜、容易产生气孔和热裂纹、焊接变形严重等缺点。而搅拌搅拌摩擦焊正好能地解决这类问题。搅拌摩擦焊设备厂家!搅拌摩擦焊加工厂家。搅拌摩擦焊共享智造厂家。去毛刺加工。新能源汽车铝电池托盘焊接。电控焊接。水冷板焊接。储能焊接。5G焊接。铝合金焊接。
搅拌摩擦焊接过程中,实际焊接温度测量和数值模拟计算结果得知,搅拌摩擦焊的焊接温度一般都低于被焊接材料的熔点,由于搅拌摩擦焊的热源主要来源于搅拌工具与材料之间的物理摩擦和对塑化材料的变形屈服,当搅拌工具周围的材料温度上升时,材料的摩擦系数及屈服强度的降低会导致搅拌工具产热量减少,焊接温度也会随之而降低;另外,如果被焊接材料达到了熔化状态,就会几乎终止焊接过程的产热行为,这是一种较端行为,较端行为,搅拌摩擦焊实质上是一个金属材料在动态热平衡和压力条件下的持续性的高效固相扩散连接过程。 搅拌摩擦焊过程简单易控,非常类似于机械铣削加工,整个焊接过程不存在材料的熔化,没有烟尘和飞溅,焊接时不需要焊丝和保护气,具有诸多技术优越性。搅拌摩擦焊设备厂家!搅拌摩擦焊加工厂家。搅拌摩擦焊共享智造厂家。去毛刺加工。新能源汽车铝电池托盘焊接。电控焊接。水冷板焊接。储能焊接。5G焊接。铝合金焊接。持续提供专业的搅拌摩擦焊接加工、智能去毛刺与自动化抛光加工的共享智造服务。
搅拌摩擦焊接常见表面缺陷及对策 3.限制线精加工: 表面起皮或起丝呈皮状或丝状出现在焊缝的表面。该缺陷的产生是大量的金属摩擦产热,积累于焊缝的表层金属,使得表层的局部金属达到熔化状态,在焊接过程中逐渐冷却呈皮状或丝状分布于焊缝表面。 控制措施:优化焊接参数,降低转速,提高焊速。 4、表面鼓皮: 表面鼓皮通常在FSW焊后热处理之后出现,位于焊缝表面0.3mm以内的杂质鼓包。焊缝鼓包是由于焊缝表面氧化膜夹杂在热处理过程中由于温度的升高,杂质物分解膨胀造成。 控制措施:焊前将氧化膜或油污清理干净。 5、背部焊瘤: 背部焊瘤表现为焊缝背部的金属向外凸出。形成的原因是由于搅拌针**部与焊缝底部的间隙过小,或产品装配时,焊缝底部存在较大间隙,导致焊接过程中,搅拌针的轴向挤压力挤压底部的金属向焊缝底部凸出,呈现焊瘤状。 控制措施:保证被焊材料与工装良好贴合,保证间隙尽量小,稍微减小搅拌针的长度。搅拌摩擦焊设备厂家!搅拌摩擦焊加工厂家。搅拌摩擦焊共享智造厂家。去毛刺加工。新能源汽车铝电池托盘焊接。电控焊接。水冷板焊接。储能焊接。5G焊接。铝合金焊接。我们将竭诚为更多客户提供搅拌摩擦焊技术与新能源汽车生态的共享智造的解决方案。东莞供应搅拌摩擦焊公司
是革M性的焊接技术,绿色环保,*焊料,无烟尘无残渣,可实现自动化机械焊接的技术。东莞搅拌摩擦焊教学
搅拌摩擦焊是节能、节材、环保及绿色焊接技术。 搅拌摩擦焊只在焊接区产热,并且直接由机械能转变为摩擦热能和塑性变形能,不需要热的传导,不需要电源加热,没有焦耳热损失,焊接热效率高,与电阻点焊比较可以节约90%的电能。 通常情况下,搅拌摩擦焊不需要保护气和焊丝,焊接界面不需要殊的打磨和开坡口,除电能外,几乎没有其他消耗。 焊接过程工件不熔化,所以不会产生飞溅和烟尘,不需要吸尘装置,焊接环境良好; 没有弧光、紫外和高频辐射,操作者可直接目视观察焊接过程,没有电击危险,是一种名副其实的绿色焊接技术。 搅拌摩擦焊是固相焊接,接头性能优异。 焊接过程无气孔和凝固裂纹等缺陷产生,无合金元的烧损和偏析。 姜头组织致密,焊核区是致密精细的等轴晶组织结构,表现为各向同性。接头静态性能指标皆优于熔焊接头,搅拌摩擦焊接头性能数据离散性小,与熔焊接头相比,搅拌摩擦焊接头具有优异的抗疲劳性能。对于LF5、LF6 等铝合金材料,焊缝区的断裂韧性甚至**过母材。搅拌摩擦焊设备厂家!搅拌摩擦焊加工厂家。搅拌摩擦焊共享智造厂家。去毛刺加工。新能源汽车铝电池托盘焊接。电控焊接。水冷板焊接。储能焊接。5G焊接。铝合金焊接。东莞搅拌摩擦焊教学
广东焊威新能源设备有限公司成立于2022-09-01年,在此之前我们已在搅拌摩擦焊接加工,去毛刺,搅拌摩擦焊共享智造,铝电池托盘焊接行业中有了多年的生产和服务经验,深受经销商和客户的**。我们从一个名不见经传的小公司,慢慢的适应了市场的需求,得到了越来越多的客户认可。公司主要经营搅拌摩擦焊接加工,去毛刺,搅拌摩擦焊共享智造,铝电池托盘焊接,公司与搅拌摩擦焊接加工,去毛刺,搅拌摩擦焊共享智造,铝电池托盘焊接行业内多家研究中心、机构保持合作关系,共同交流、探讨技术更新。通过科学管理、产品研发来提高公司竞争力。公司会针对不同客户的要求,不断研发和开发适合市场需求、客户需求的产品。公司产品应用领域广,实用性强,得到搅拌摩擦焊接加工,去毛刺,搅拌摩擦焊共享智造,铝电池托盘焊接客户支持和信赖。广东焊威新能源设备有限公司依托多年来完善的服务经验、良好的服务队伍、完善的服务网络和强大的合作伙伴,目前已经得到机械及行业设备行业内客户认可和支持,并赢得长期合作伙伴的信赖。
友情链接