- 东莞智谷光电科技有限公司
- 13377760235


产品描述
试验采用Al-Mg系列5A06铝合金制备对接接头试样,该铝合金具有较高的强度和较好的焊接性。 对MIG焊和FSW试样,广东搅拌摩擦焊 航天,首先用两块大平板对接施焊,然后用线切割将对接板件切割为具体试样。 试验表明,MIG焊试样我劳断裂发生在焊缝中心的试样,其疲劳裂纹萌生在气孔缺陷部位。其它试样尽管存在一定气孔缺陷,但由于其应力集中相对较低,对疲劳行为影响不明显,而焊趾部位和在此处的微缺陷是导致疲劳断裂的主要因素,广东搅拌摩擦焊 航天。 另外,虽然采用局部点固和双面对称焊接措施控制焊接变形,广东搅拌摩擦焊 航天,但所有试样均出现了3.1°~4.8°的角变形。在疲劳拉伸载荷作用下,焊接角变形将产生附加的弯矩作用,并增加焊趾局部的应力集中,从而进一步降低MIG焊接接头疲劳强度。 对焊态FSW对接接头,在搅拌摩擦焊接过程中,搅拌工具肩部要与被焊试板紧密压在一起,工具肩部的搅拌头插入板件对接线处,为保证工具肩部与工件的紧密结合,搅拌头的长度应稍小于焊接板的厚度。 搅拌摩擦焊试样的疲劳强度明显**MIG焊试样的疲劳强度,FSW的S-N曲线比MIG焊的变化更为平缓。搅拌摩擦焊接在铝合金、镁合金等轻金属焊接方面广受关注。广东搅拌摩擦焊 航天
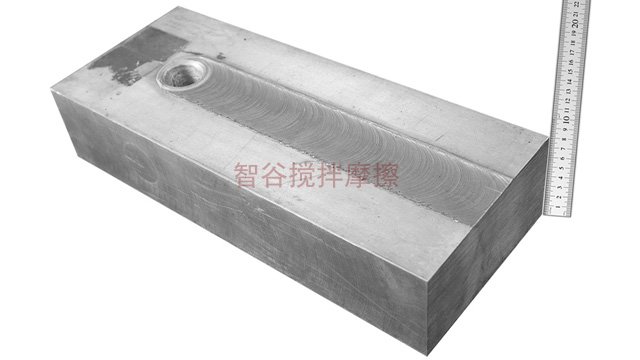
搅拌摩擦焊是一种连续的、纯机械的新型固相连接技术,搅拌摩擦焊工作原理图如图1所示4°,其中搅拌头主要由轴肩和搅拌针组成,根据待焊工件的材料、厚度和结构等焊接时需要选用不同形式的轴肩和搅拌针,搅拌针长度一般略小于被焊接工件的厚度。 搅拌摩擦焊焊接过程中,搅拌针通过搅拌、摩擦使焊缝金属材料热塑化、热塑化材料在搅拌头的旋转摩擦作用下由搅拌针的前部向后部转移过渡,过渡后的热塑化金属在搅拌轴肩的作用下受到了挤压和锻造,终得到了由精细的锻造组织构成的焊缝接头,由于整个焊接过程中被焊接金属材料没有经过“熔化-凝固”过程,所以得到的是优异的固相接头连接。 搅拌摩擦焊缝组织不存在热裂纹、液化裂纹、氢气孔等在熔化焊接工艺中经常存在的焊接缺陷;焊接接头可以采用对接、搭接或丁字接头等多种形式;接头强度可以达到或接近母材强度、对于2000和6000系列铝合金,通过焊后时效处理可以提高接头强度,6082-T4铝合金母材、搅拌摩擦焊接头以及时效处理后的搅拌摩擦焊接头性能比较见表151。不经过时效处理的搅拌摩擦焊接头已经接近母材强度;时效处理以后,接头强度提高,并远远**过母材强度。东莞水冷电机搅拌摩擦焊产品介绍为实现传统制造业的转型升级和绿色制造起到示范作用。
搅拌摩擦焊技术在电力行业的应用:目前国内电力行业电力传输用的交、直流功率转换热沉器(图1a)所示),前期为ABB进口产品、目前国家根据电力发展需要将其国产化。该热沉器产品材料为6063铝合金材料、ABB公司的产品工艺要求必须用搅拌摩擦焊接,而且目前所有焊接技术(TIG、电子束、激光)都无法焊接、搅拌摩擦焊接工艺占到产品总加工量的四分之一。要实现该产品的国产化,必须采用搅拌摩擦焊工艺。经过2003年的努力,通过调整合适的焊拨压人量,解决了焊接中的隧道缺陷问题,该热沉器产品已经在中国搅拌摩擦焊中心实验室开发成功,并且已生产出合格产品样件,该样件经过厂家的检验,在2.5MPa压力下持续7个小时不泄量(设计检验指标∶1.5MPa压力下持续15分钟不泄漏),产品质量和性能远远**过厂家设计和检验指标。 以提高产品的FSW质量为出发点,中心还就产品的焊前准备、焊接操作规程、FSW生产工艺、产品静压检测以及无损检测等方面进行了再开发和研究,日前已具备较为成熟的全套生产与检验工艺标准。
搅拌摩擦焊作为一种新型的装配制造工艺为飞机制造工程中总成本的降低提供了较大的可能性。进色公司正在探索扩大援拌降擦焊方法在其产品范围中的应用,如商用客机、战斗机和空间*行器等。日前,对搅拌厚擦焊的研究和试验已经**出了简单的试验验证,且进入了系统化的工程应用开发阶段。对搅拌降擦焊的应用不是简单的连接方法的代替,而是系统级别的结构设计和制造主线的提高和进步,对航字系统的制造提供了一个根本性的变化。 波音公司已经对一个应用搅拌摩擦焊的战斗机零件进行了静态机械性能以及疲劳试验,并且进行了3 行验证。该公司目前正在致力于低成本、小批量、预成型件和机加工件的搅拌摩擦焊、来代替高成本、大型单件零件的制造。由于搅拌摩擦焊容易实现自动化,所以在未来它可以作为经合金结构制造装配的主要方法和关键技术。目前波音公司制作了3件方向舵翼,经过无损检测选择Z佳一件接受内、外表面飞行处理,然后装机试飞,经过6个周期的飞行试验,再检查缺口的发展情况,结果没有发现缺口扩展和失效迹象,进一步首试验验证正在进行中。随着新能源汽车发展和推广,轻量化是汽车制造商追求的一大目标,大多厂家选铝合金用于轻量化车身。

搅拌摩擦焊技术(friction stirwilding. FSW)是一项固相连接新技术。搅拌摩擦焊接过程中的主要热量来源是摩擦热与塑性变形能量。焊接起始阶段,由于搅拌头与接头金属之间属于“冷”接触,因而摩擦热起主要作用。稳定焊接阶段.由于接头金属已经充分塑性软化,软化金属随着搅拌头的运动实现转移.形成连续的塑性流。从而使搅拌头与接头金属之间的摩擦热减少,所以塑性变形能起着维持搅拌摩擦焊接过程正常进行的重要作用。搅拌摩擦焊接过程中没有金属熔化,焊接温度比较低,因而是一个固态焊接过程。并且焊接过程中伴随着强烈的摩擦、 碾压与粉碎作用。釆用搅拌摩擦焊接技术焊接铝合金,能够避免因接头金属熔化造成的气孔、裂纹等冶金缺陷,并对接头表面氧化膜有一定粉碎作用。在未来的道路上,公司将进一步提高智能化水平和生产效率,快速高效地为焊接行业提供较佳解决方案。揭阳铝型材搅拌摩擦焊哪家好
也促进了我们与终端汽车企业、原材料加工企业及相关*的交流。广东搅拌摩擦焊 航天
随着旋转速度的提高.不同焊接速度条件下接头抗拉强度并无统一规律可循。在所选参数范围内.接头强度随旋转速度的变化不大。较大值与较小值之间相差6MPa,而强度ZUI高可达母材 (母材强度为138.8MPa)的96. 2% o另外.当旋转速度为1600r/min和1800r/min时.数据离散性比较小, 较大值与较小值之间相差2MPa;当旋转速度为1500r/min和 2000r/min时.数据离散性比较大.约为 6MPa;因此.1600r/min和18r/min的旋转速度与焊接速度的匹配比较好。 各个旋转速度条件下的数据离散性相差不大.均为6%左右。只是焊接速度3、4在所选参数范围内与旋转速度的匹配比较好.延伸率曲线比较平直,上下波动在2%范围内。即在焊接速度比较髙时,接头延伸率比较高.ZUI高可达母材(母材廷伸率为 32%)的85.3%,且与旋转速度的变化关系不大。广东搅拌摩擦焊 航天
东莞智谷光电科技有限公司位于松山湖园区科技九路1号,是一家专业的研发、生产、销售、租赁:光电产品、搅拌摩擦焊接设备、自动化设备、激光设备;搅拌摩擦焊接技术、激光技术的咨询、技术服务与技术成果转让;货物及技术进出口(法律、行政法规规定禁止的项目除外;法律、行政法规规定限制的项目须取得许可方可经营)公司。在智谷搅拌摩擦焊近多年发展历史,公司旗下现有品牌赛福斯特,智谷等。公司坚持以客户为中心、研发、生产、销售、租赁:光电产品、搅拌摩擦焊接设备、自动化设备、激光设备;搅拌摩擦焊接技术、激光技术的咨询、技术服务与技术成果转让;货物及技术进出口(法律、行政法规规定禁止的项目除外;法律、行政法规规定限制的项目须取得许可方可经营)市场为导向,重信誉,保质量,想客户之所想,急用户之所急,全力以赴满足客户的一切需要。东莞智谷光电科技有限公司主营业务涵盖搅拌摩擦焊接设备,搅拌摩擦焊接加工,搅拌头,坚持“质量保证、良好服务、顾客满意”的质量方针,赢得广大客户的支持和信赖。
友情链接
